UNA STRETTA COLLABORAZIONE TRA UTILIZZATORE E FORNITORE, IN QUESTO CASO AKZO NOBEL POWDER COATING CHE FORNISCE VERNICI IN POLVERE, CONSENTE DI RAGGIUNGERE ELEVATI STANDARD DI QUALITÀ ED ESTETICI IN UNA IMPORTANTE AZIENDA TERZISTA DI VERNICIATURA IN LOMBARDIA, CHE AFFRONTA LE NUOVE SFIDE DI QUESTO PERIODO COMPLICATO CON PRODOTTI ATTENTI AL RISPARMIO ENERGETICO, A BASSA TEMPERATURA DI POLIMERIZZAZIONE.


SVE verniciature industriali è un’azienda con sede a Solaro, in provincia di Milano. Definirla “verniciatura conto terzi” è decisamente riduttivo, anche se la principale attività è quella di dar servizio di verniciatura, con vernici a polveri e vernici liquide grazie a ben 5 impianti a polveri, 2 che utilizzano vernici liquide (prevalentemente all’acqua), una camera di lavaggio e sgrassaggio, un impianto di granigliatura automatico e 2 cabine di sabbiatura, collocati in più di 34.000 m2 coperti.
Già visitata nel passato dalla nostra redazione, l’azienda gestita da Franco, e i figli Ivan e Samantha Austoni, e grazie a più di 30 collaboratori, si è negli anni trasformata in una vera e propria azienda di servizi globali per i propri clienti, che sono aziende generalmente di alta gamma, molte delle quali appartenenti al settore dell’arredamento.
NON SOLO SERVICE DI VERNICIATURA
Questa particolarità ha fatto sì che man mano il servizio si strutturasse sempre più come capacità di proporre soluzioni chiavi in mano, in particolare quando si tratta di progetti che prevedono una elevata personalizzazione se non unicità. Questa tendenza ha richiesto, nel tempo, determinate scelte organizzative, che comprendono, tra le altre, l’individuazione di adeguati fornitori che contribuiscano a incrementare gli aspetti di sostenibilità ambientale, economica e gestionale, per arrivare preparati alle richieste di parametri utili alla redazione del bilancio di sostenibilità.
SOSTENIBILITÀ E RISPARMIO ENERGETICO
É così che il legame con Akzo Nobel Powder Coatings si è rivelato particolarmente strategico: analisi delle necessità e servizio per trovare la soluzione adeguata alle esigenze del singolo progetto, sia dal punto di vista estetico – colorimetrico e di finiture – che dal punto di vista prestazionale, sono parte integrante del percorso di SVE. Il centro Europeo di ricerca di AkzoNobel situato a Como lavora in stretta sinergia per ottenere il prodotto adeguato ai vari progetti che l’azienda di Solaro affronta per soddisfare le esigenze dei propri clienti. Un’alleanza che si rinnova con l’introduzione di soluzioni che affrontano anche la crisi energetica attuale, come le vernici in polvere della linea Low-E a bassa temperatura (150 °C) e tempi ridotti di polimerizzazione.
«Il rapporto con Akzo Nobel – ci dice Ivan Austoni – è improntato sulla ricerca di costante miglioramento della qualità. Anche per quanto riguarda i prodotti a bassa temperatura tutto è nato per migliorare l’aspetto delle finiture bucciate, un progetto iniziato più di 3 anni fa, perché ci è stato presentato un prodotto poliestere, idoneo per l’esterno, che si polimerizza a circa 150 °C, la cui natura chimica è particolarmente indicata per i pezzi di grande massa che hanno una inerzia termica molto più lunga che non consente all’effetto bucciato di mantenere la tridimensionalità. Attualmente utilizziamo questi prodotti, anche lisci, soprattutto su uno dei nostri impianti».
«Il tema del risparmio energetico è l’argomento principale di questi tempi – ci dice Massimo Rossi, agente di Area di AkzoNobel. Abbiamo calcolato che, con i nostri prodotti Low-E, i forni devono raggiungere e mantenere circa 30 °C in meno di calore che equivalgono, in termini di consumo energetico, circa il 25% in meno perché mantenere una temperatura costante più bassa è proporzionalmente meno dispendioso. Le aziende devono però affrontare una riorganizzazione del lavoro nella giornata in modo da mantenere costante la temperatura dei forni, perché è controproducente alzare e abbassare a seconda delle necessità di verniciatura».
Per i service di verniciatura come SVE riuscire ad organizzare il lavoro di lotti differenti per materiale, peso e morfologia, in modo da utilizzare esclusivamente prodotti Low-E, è piuttosto complesso, dato che nella giornata la varietà è la normalità. Si pensi infatti che, in media durante una giornata-tipo lavorativa, si effettuano su ogni impianto almeno 5 o 6 cambi colore. Il fatto però che l’azienda sia dotata di 5 impianti, 3 in linea e 2 statici (per pezzi fino a 10 m. di lunghezza), ha permesso l’utilizzo di uno di loro per questa tipologia di prodotti.
GRANDE VARIETÀ DI COLORI E FINITURE
«Per noi è normale verniciare ogni giorno con colori e finiture molto differenti – ci dicono Franco e Ivan Austoni – perché abbiamo clienti che appartengono a settori diversi (industria generale, medicale, arredamento), tra cui quelli appartenenti alla filiera dell’arredo, che sono molto esigenti. In questo settore in particolare, è molto comune avere a che fare con la prescrizione di un certo tipo di vernice, marca compresa. Ciò non toglie che, come con i nostri fornitori abbiamo uno stretto rapporto allo scopo di migliorare sempre di più sia l’aspetto estetico e prestazionale, che quello economico e gestionale, così a nostra volta cerchiamo di avere un rapporto di collaborazione con il cliente. É per questo che, come abbiamo visto, sempre di più si affidano a noi per lavorazioni complete, dalla produzione di pezzi di carpenteria fino all’imballo del pezzo finito, pronto per la commercializzazione».
ESTETICA E ELEVATE PRESTAZIONI
Nella verniciatura i cicli offerti da SVE sono diversi: per soddisfare differenti richieste negli anni si sono dotati di impianti in grado di completare differenti trattamenti, dalla granigliatura sia in linea che in cabina (dove si effettua anche la metallizzazione a filo, utile come zincatura di protezione) al lavaggio e sgrassaggio, sempre in cabina statica, agli impianti per la verniciatura a liquido. Gli impianti in linea per la verniciatura a polveri sono dotati di cabine in materiale polimerico a cambio rapido di colore, ciascuna dotata di proprio centro colore, normalmente due per ogni impianto per accelerare il passaggio dalla verniciatura dei colori chiari a quelli scuri (escludendo l’una o l’altra). La qualità finale viene controllata effettuando un attento lavaggio seguito dal pretrattamento adatto (se si tratta di pezzo che deve essere collocato in interno o in ambiente esterno).
I grandi pezzi sono verniciati negli impianti statici, principalmente, rispettando le normative come la ISO 12944; grazie alla collaborazione con Akzo Nobel sono stati messi a punto i cicli necessari ad ottenere i diversi gradi di protezione definiti dalla norma (ad esempio, anche C5, il livello di resistenza alla corrosione per ambienti difficili), tra cui cicli complessi con zincante, intermedio impermeabilizzante tixotropico per gli spigoli, e mano finale (topcoat) che può essere classe 1 o classe 2 a seconda della necessità.
CONCLUSIONI
Il rapporto con Akzo Nobel non si basa solo sull’aspetto prestazionale: come dice Franco Austoni, sono stati fatti passi da gigante sulla resa della vernice in polvere, anche sull’aspetto estetico. Il grande show-room di SVE accoglie il visitatore con una parete di campioni di differenti colori e finiture, che mettono in evidenza l’ampia gamma offerta, dai pastello ai metallizzati ad effetto anodizzato, e altri effetti metallizzati di grande distensione e omogeneità, grazie alla tecnologia utilizzata nella sede produttiva di Akzo a Como, la bonderizzazione (la particella metallica viene legata a quella del pigmento, in modo che il suo trasferimento sulla superficie sia strettamente legato ad esso).
GALLERIA

SVE è un’azienda terzista con sede a Solaro (MI), dotata di 7 impianti di verniciatura a polveri e a liquido. Da alcuni anni ha intrapreso l’uso di prodotti a bassa temperatura di polimerizzazione (Akzo Nobel) soprattutto su pezzi di grandi dimensioni.

Il gruppo in visita all’azienda condotta da Franco Austoni (al centro), Ivan Austoni e Gloria Rebuzzini (a sinistra) e Rocco Iaglietti, della stessa azienda (a destra di Franco Austoni). A seguire Massimo Rossi e Stefania Alberta, rispettivamente agente di Area e responsabile marketing di Akzo Nobel Powder Coatings.

Una vista generale dell’area dove sono collocati 3 impianti di verniciatura a polveri in linea.

L’azienda offre un servizio chiavi in mano che comprende l’ingegnerizzazione, la produzione di carpenteria, la verniciatura e l’imballo. Nell’immagine, la produzione di un grande pezzo “unico” in carpenteria.

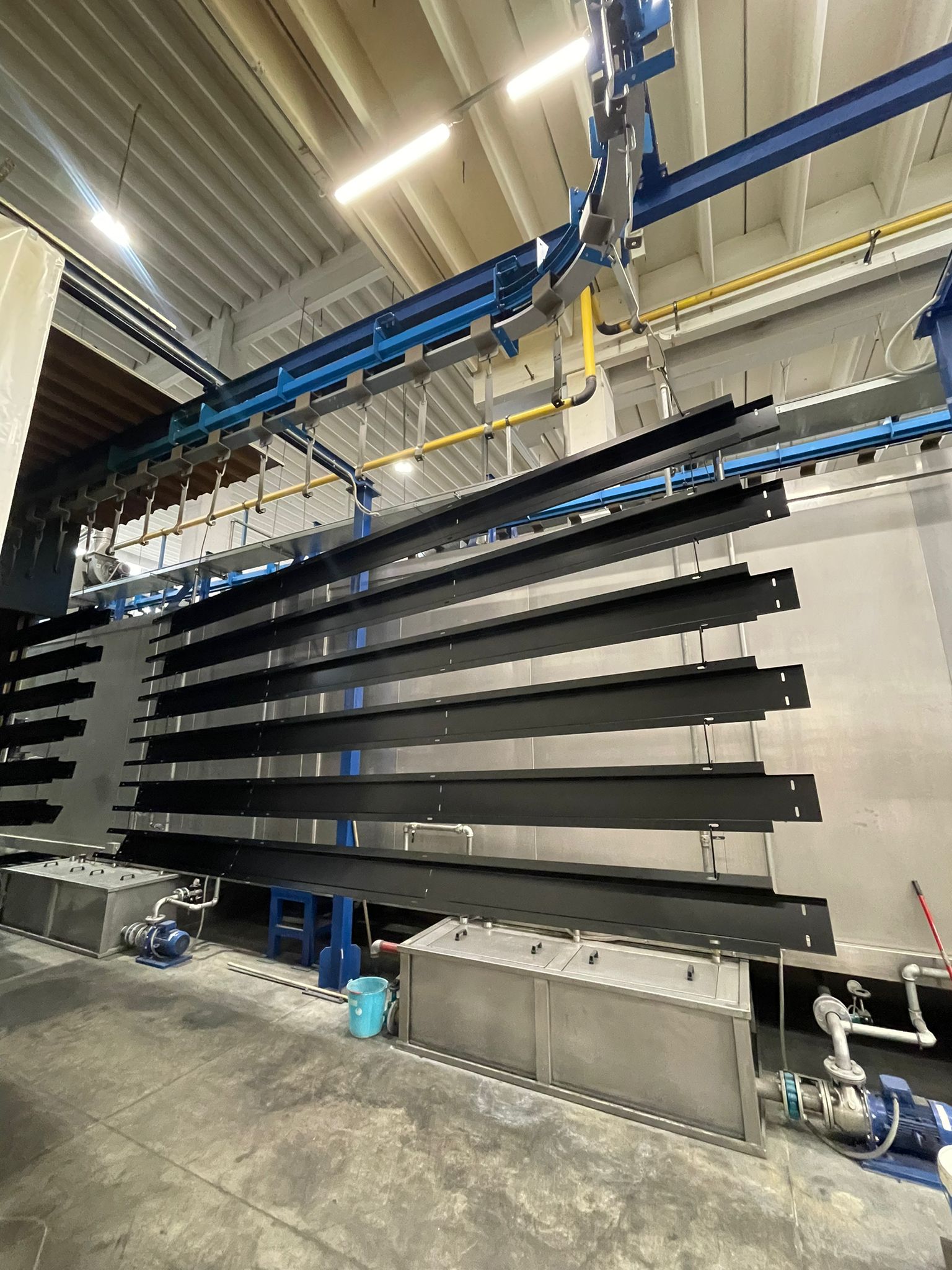
Le grandi barre sono verniciate con un prodotto della gamma Low-E, vernici in polvere a bassa temperatura di polimerizzazione (150 °C).



L’impianto di verniciatura a liquido offre finiture di elevata qualità utilizzando vernici all’acqua mano unica di fondo-finitura ad alto spessore.

L’impianto di verniciatura a liquido offre finiture di elevata qualità utilizzando vernici all’acqua mano unica di fondo-finitura ad alto spessore.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}